JICONの工房を訪ねて
2. JICONの器ができるまで

▲棚いっぱいに並ぶ、素焼きの状態の器たち。
大治さんが手がけたデザインを、
今村さんが形にするJICON。
どんな工程を経てJICONの器たちができあがるのか、
実際の流れを見せていただきました。
今村さんのご実家である陶悦窯は、
分業制が進む有田のなかで、工程のほとんどを
自社だけで完結させている珍しい窯元。
「親父が全部自分のところでやらないと、
気がすまないタイプだったので」と笑う今村さん自身も、
現在はJICONの全工程をほぼ1人で行っています。
▲工房の壁には長男の眞くんが描いたJICONの絵。今村さんが真剣にものづくりに取り組む場とはいえ、なんだかあたたかい雰囲気が漂います。
型のこと

▲工房中のいたるところに型、型、型……。
工房の中を見渡すと、
壁沿いにずらりと白いものが並んでいます。
「これがJICONの器をつくるために重要な『型』です。
器の外形をした石膏型に粘土を流し込むことで、
同じ器を大量につくることができるんです」。

▲左が型。右が完成品。

▲「八角輪花 中深皿」の型(今村さんが手にしているパーツ)と、型の型。
型は今村さんがつくった商品の原型を元に、
専門の技術をもった職人さんに
依頼して製作してもらいます。
実は型は2年弱使ったら捨ててしまう消耗品。
使い続けると型から粘土がはがれにくくなるなど、
クオリティが下がってしまう原因になるんだとか。
そのため、新たな型を何度もつくることができるよう、
職人さんは型をつくるための型、
つまり「型の型」もつくります。
そして長きに渡って、同じ型をつくり、
一定のクオリティで同じ器を生産することができるのです。

▲新作の「ペンダントランプ 蓮弁彫文 大」の型。石膏でできた型はとにかく重く、なんとこれは40kgもあるんだとか。
工程1 成形
まずは型に粘土を流し込みます。
JICONでは、つくるものの形や特性にあわせて、
「圧力鋳込み」「水ゴテ(機械ろくろ)」「排泥鋳込み」という3種類の成形方法を使い分けています。
圧力鋳込み




▲右端の機械で攪拌された粘土が、真ん中の緑色のタンクへ。左端の圧力鋳込みの機械に繋がっています。

▲型を設置途中の圧力鋳込みの機械。
最も成形の精度が高く、きれいに仕上がるのが「圧力鋳込み」です。
一般的には、ろくろで回してつくることができない
複雑な形状のものの成形にのみ使います。
まず粘土を攪拌。どろどろの液体状にした後、タンクの中で一晩かけて気泡を抜きます。
タンクからチューブで繋がった圧力鋳込み専用の機械には、高さ1m分の型を3列積み上げます。
「桔梗 小鉢」の場合、1列につき8個分の型が設置可能です。
圧力鋳込みの型は、上下にパカッと分かれる形が基本。
凸と凹の対になっており、その隙間に粘土を流し込みます。
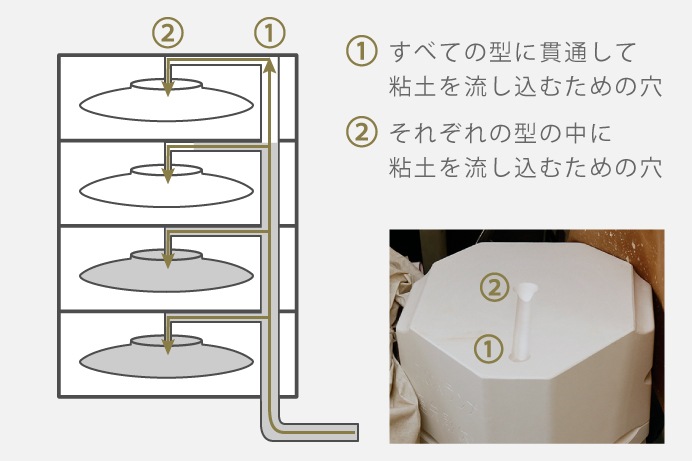
型には、下から流れ込んでくる粘土を
すべての型に送るための全体に貫通した穴①と、
型の外側上部の溝を伝って①の粘土を
各々の型の内側に流すための穴②が開いています。
粘土は圧力をかけることで、下から上に押し上げられ
一つ一つの型の内側に流し込まれます。
30分ほど経つと、型が水分を吸って
粘土が固まるので、型から外します。
「圧力鋳込み」は最もきれいに仕上げられる手法。
一気に機械で流し込みができるので、
効率も良さそうですが、
実は前日から粘土の用意をしたりと
時間がかかるため生産性はあまり高くなく、
また機械が高額なためコストもかかります。

▲「菊皿」の型。このように器を裏返した状態で粘土を流し込みます。②の小さな穴の跡が高台の内側に残るので、型から外したら指でならして、上からJICONのロゴのスタンプを押しています。
水ゴテ(機械ろくろ)




▲「足付酒盃 ひらき」を水ゴテで成形。機械の腕の先についた灰色のコテが、粘土を型に押し当てています。左の状態ではまだ厚く背が低かった粘土が、右では型の縁まで持ち上がり、薄くなっています。
完成度は高いけれど生産性が低い「圧力鋳込み」の
対極にあるのが、「水ゴテ」という手法。
「水ゴテ」はろくろを回してつくるので、
正円形のアイテムに適した成形方法になります。
耳たぶくらいの柔らかさの粘土を手に取り、
電動ろくろに設置された型の中央にポンと置きます。
そしてろくろを高速回転させ、
口の開いた筒状の型の中にコテを入れて、
粘土を型に押しつけて成形します。

▲型から外した「足付酒盃 ひらき」。残念ながら口の部分にヒビが入ってしまったので失敗ですが、本来はこの後「圧力鋳込み」でつくった足をくっつけます。
最も生産力のある手法なので、なるべく「水ゴテ」で
たくさんの商品をつくりたいと思うのが普通の心情。
でも、今村さんは違います。
「本当は『浅リム皿』なんかも丸いから『水ゴテ』でつくれるんですよ。
でもあれは歪みやすい形だから、面倒でも『圧力鋳込み』でつくっています。
『水ゴテ』を選ぶのは、どっちの方法にしても完成形のクオリティが変わらない時だけ。
だって、ちょっとでもきれいな方がいいじゃないですか」。
結局、JICONのアイテムの大半を
「圧力鋳込み」でつくってしまっているというから脱帽です。
排泥鋳込み



▲「花瓶 瓶子」の型。左の丸い底部分に右のパーツを組立てて筒状にし、黒いゴムで留めた上で粘土を入れます。
「圧力鋳込み」にも「水ゴテ」にも適さない
口の部分が閉じた「袋物」と呼ばれる形状のものには、
「排泥(はいでい)鋳込み」という方法をとります。
「圧力鋳込み」と同じ液体状になった粘土をさらに攪拌して柔らかくし、
口がすぼまった型に流し込みます。
型である石膏が水分を吸うので、型と密着しているところから固まっていきます。
そして、ちょうどいい厚さまで固まったところを見極めて、不要な泥を排出(排泥)するのです。
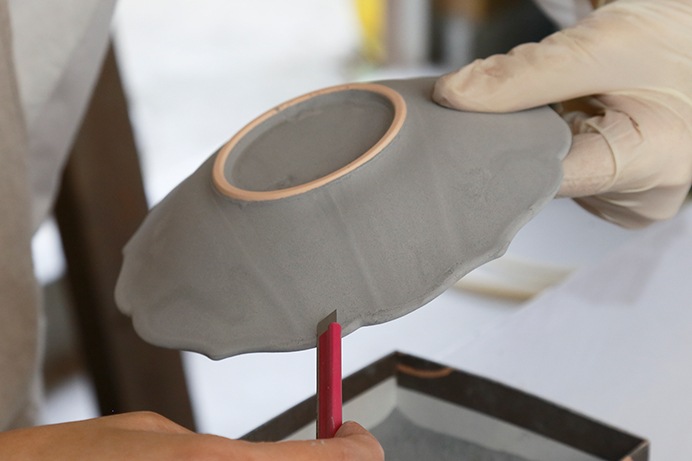
工程2 削り

「他のメーカーとJICONの違うところは、削りに手間をかけていることかなぁ」と
ろくろの前に座り、カンナを手にした今村さん。
成形後、ちょっと乾いた状態の器を一つずつ削り、形を整えます。
「普通は『水ゴテ』でつくったものは削っても、
『圧力鋳込み』でつくったものは、既に完成度が高いから
削らないものなんです。ただ面倒なだけですからね。
でもここで一手間かけて削って、形にこだわることが、JICONにとっては大事だと思うんです」。
例えば「飯碗」の場合、型から外しただけの状態(図1)から、
まず胴から口縁にかけての反りを出します(図2)。
そして高台の部分を彫り込み、特徴的なハカマ型の形に(図3)。
削る前と比べると、ぐっと洗練されて、どこかオリエンタルな雰囲気を纏う
唯一無二の「JICONの器」になりました(図4)。
「なるべく手間を惜しまず、みんなが面倒くさがることをやる。
それがJICONのやり方かなと思って」と語る今村さんの顔は、
恥ずかしそうな反面、ちょっと誇らしげでもありました。
工程3 バリ取り・水拭き

▲縁の真ん中に線状についたバリを取ります。今回は「桔梗 取り皿」で見せてもらいました。

▲湿らせたスポンジで縁をなぞり、滑らかにします。
器の印象を大きく左右する口縁の部分を仕上げます。
「縁がきれいだと、全体がきれいに見えるもの。
だからJICONでは縁を整える作業は、絶対に欠かしません」。
まずは、成形時に型と型の接合部分に生まれる「バリ」と呼ばれる不要な突起を取ります。
同時に、へこんでいるところはしっかりへこませるなど、形にメリハリをつけます。
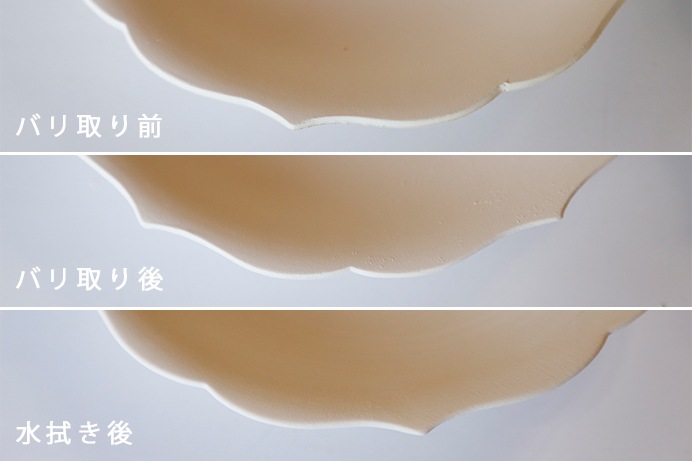
その後、水を吸わせたスポンジに持ち替え、「水拭き」という作業に。
「磁器は粒子が細かいから、こうやって拭くことで表面を整えて滑らかにしてあげることができるんです。
縁の部分はまるめて、さらに薄い印象にして……」と話しているうちに
あっという間に器の表情が変化し、シャープさを残しながらも、優しい印象に変わりました。
「親父は工場に入り立ての人には、必ず最初に水拭きを担当させていました。
この作業ができるようになると、焼きものの扱い方に身体が慣れるから、
その後他の作業をさせたときに、上達が早いんです」。
ただ拭くだけの単純な作業ですが、焼く前の乾いただけの粘土を
水分を含んだスポンジで触れるのは、見た目以上に難しい作業。
ちょっと力を入れただけでパキッと亀裂が入ってしまい、こんなところにも熟練の技を感じます。
工程4 素焼き

▲素焼き用の電気窯。思いのほかコンパクトです。ここに商品を積み上げて焼きます。

▲左が素焼き前、右が素焼き後。生地がほんのりピンク色に変わっています。
そして商品たちは電気窯の中へ。
810℃で8時間かけて焼き、ゆっくり冷まします。
素焼きを行うと、白い生地に含まれる鉄分が酸素に反応してピンク色に変化します。
工程5 施釉
素焼きされた状態の器に、
ガラス質の釉薬を掛けていきます。
JICONの釉薬は、今村さんが自分でブレンドしたもの。
これはとても珍しいことだそうです。
「普通は釉薬屋さんがつくってくれたものを、
そのまま使うものなんです。
でも実家の陶悦窯は独自で釉薬を調合していて、
自分がその担当だったんです。
だから釉薬づくりには自信があります」。
お父さんの代は釉薬の豊富さで勝負していたという陶悦窯。
100種類以上の釉薬を持ち、白色だけでも、
16種類もあったそう。
「JICON立ち上げ時には、全部試して
大治さんに見せてみたけれど、しっくりこなくて。
親父に相談しながら、昔ながらのつくり方で
調合させて『大治白釉』を生み出しました」。


▲右手で釉薬の中に器を入れて、きれいな左手で受け取り、最後に右手で釉薬の流れを止める。美しい手さばきです。
しっかりと釉薬を混ぜ合わせたら、手で持った器をくぐらせます。
そしてまた次の器へ。
なるべく一定のリズムで、満遍なく、
同じように施釉されるように気を配りながらの作業です。
この後、縁に茶色い釉薬が施された
「渕錆」の器については、
今かけた白い釉薬の縁部分だけ刃物で削ぎ取ります。
そして錆色の釉薬を筆にとり、削ったところに塗ります。
渕錆を施した「マグカップ」を見せてもらうと、
口縁の部分だけ茶色く色づいていて、
いよいよ完成に近づいてきたようです。

工程6 高台を拭く・釉垂れを消す
器は板の上に並べて焼くため、
その接地面となる高台部分の釉薬を
水で濡らしたスポンジで拭き取ります。
この作業を怠ると、板と器が溶けたガラス質の釉薬で
くっついてしまい、大惨事になってしまうことも。


▲釉垂れを消す麻希さん。
▲削りすぎると釉薬のかかりが薄くなってしまうので、ちょうど良い加減が大切とのこと。
そして釉薬の垂れた跡や、施釉時についてしまう指の跡を消す工程へ。
「これはいつも妻の担当だから……おーい、麻希さーん!」と、
お店の方にいた麻希さんを呼んでバトンタッチです。
「この工程は女性の方が向いてるんですよ」と言って
今村さんが麻希さんに渡した道具は、なんと女性用の剃刀。
いろいろ試してみた結果、剃刀が一番この作業に適していたそうです。
麻希さんは剃刀を使って、釉薬の細かな凹凸を器用にならしていきます。
こうした仕上げの工程を経て、いよいよ窯に入ります。
工程7 本焼き
11時間半かけて本焼きを行います。
この日はちょうど前日窯に入れて焼いたものを
ゆっくりと冷ましていたところ。
窯はまだ熱いので、「焼成中」の札が立てかけられています。
そして窯の前には小さな神棚が。
「いつも本焼きのときには、窯を閉めた後、
この神棚に窯の無事をお祈りしてから
焼成を始めるんです」。
ここまで上手くいっていても、
本焼きで失敗してしまうことがあるそう。
どうかどうか無事に焼けますように、強く願いを込めます。
こうして完成した器たちが、検品、梱包の作業を経た後、
晴れてcotogotoを含む
全国の取扱店に直接送られていきます。

▲深い青の釉薬が施された、小さな神棚。有田焼の呉須の釉薬を使ってつくったそう。






